La transformation actuelle de l’industrie papetière implique la création de nouveaux produits. Il s’agit de produits totalement nouveaux ou de produits existants possédant de nouvelles fonctionnalités.
Lors de la création de ces produits et avant leur mise en marché, on s’interroge rapidement sur la recyclabilité de ceux-ci. Ces produits sont-ils recyclables ou non? Dans le monde d’aujourd’hui, il devient de plus en plus difficile de mettre sur le marché des produits qui ne seraient pas recyclables et qui deviendraient de réels déchets à la fin de leur vie utile. Alors, comment peut-on déterminer la recyclabilité d’un produit papetier?
Au milieu des années 2000, une norme volontaire a été développée par la « Fibre Box Association » (FBA) pour évaluer la recyclabilité des cartons-caisses recouverts d’une barrière à l’humidité ou d’un enduit fonctionnel. Innofibre, qui s’appelait à l’époque le Centre spécialisé en pâtes et papiers (CSPP), a été approché par un membre de la FBA pour tester un de ces produits avant même que la norme ne soit publiée officiellement. Ce faisant, Innofibre a été l’un des premiers laboratoires à mettre en pratique cette norme en condition réelle. La FBA a également fait faire des tests comparatifs dans quelques laboratoires dont Innofibre faisait partie. Au fil des ans, cette norme a connu une utilisation grandissante influencée par certaines chaînes de magasins à grande surface qui exigeaient que les boîtes en carton ondulé qui arrivaient dans leurs installations puissent être recyclées. Ceci a forcé les fabricants de boîtes et d’enduits à vérifier la recyclabilité de leurs produits.
Au printemps 2025, cette norme a été mise à jour conjointement par la FBA et la AF&PA (l’American Forest & Paper Association), alors que la version précédente datait de 2013. Cette norme est maintenant connue sous le nom de « Voluntary Standard For Repulping and Recycling Coated or Treated Corrugated Fiberboard and its Equivalents in the Old Corrugated Containers (OCC) Recycling Stream ». Elle comprend deux parties distinctes.
La première partie porte sur la repulpabilité et s’effectue au laboratoire. Elle consiste à désintégrer un échantillon de 25 grammes du produit à tester, à le tamiser et à déterminer le rendement matière de fibres utilisables et la quantité de rejets générée. Le test est réussi si le rendement matière est supérieur ou égal à 60 % et si la quantité de rejets est inférieure ou égale à 20 %. De plus, la procédure doit pouvoir être réalisée sans qu’il n’y ait de dépôt à la surface des désintégrateurs ni que l’on ait à faire un lavage acide du tamis.
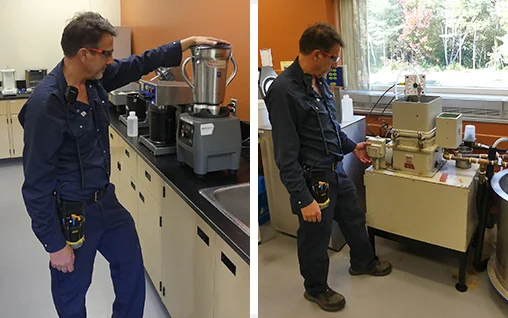 Figure 1 : Test de repulpabilité (de gauche à droite : désintégration et tamisage)
Figure 1 : Test de repulpabilité (de gauche à droite : désintégration et tamisage)
La seconde partie porte sur la recyclabilité et elle se réalise en atelier pilote. Une proportion définie du produit à tester (généralement 20 %) est ajoutée au produit de référence (généralement 80%). Ce mélange est trituré, tamisé et épuré selon des conditions normalisées. On obtient alors une pâte que l’on voudra comparer à une pâte constituée uniquement du produit de référence ayant été traité selon les mêmes conditions normalisées. Ici aussi, la procédure doit pouvoir être réalisée sans qu’il n’y ait de dépôt à la surface du triturateur ni que l’on ait à retirer les paniers des tamis pour les nettoyer.
 Figure 2 : Test de recyclabilité (de gauche à droite : trituration, tamisage et épuration)
Figure 2 : Test de recyclabilité (de gauche à droite : trituration, tamisage et épuration)
Des feuilles de laboratoire sont alors produites avec les deux pâtes pour les comparer. Ainsi, l’angle de glisse du mélange doit être supérieur ou égal à 85 % de celui du produit de référence. La différence entre le temps de pénétration de la goutte d’eau du mélange et celui du produit de référence doit être inférieure ou égale à 200 secondes. La réduction de la compression STFI du mélange doit être inférieure ou égale à 10 % de celle du produit de référence. Il en va de même pour la résistance à l’éclatement. Finalement, le compte de saletés/matières collantes du mélange doit être inférieur ou égal à 15 ou il ne doit pas excéder celui du produit de référence par plus de 30 %.
Si le produit répond à tous les critères de qualité de la norme, le produit pourra alors être considéré comme recyclable. Le producteur pourra ainsi soumettre à la FBA un dossier fournissant les caractéristiques du produit et les résultats des tests effectués par un laboratoire externe comme Innofibre. Si les informations fournies sont conformes aux attentes de la FBA, celle-ci pourra permettre l’impression d’un de ses logos de recyclabilité sur le produit en question.
Pour réaliser les essais selon cette norme (les deux parties), Innofibre possède tous les équipements requis, autant en laboratoire qu’en atelier pilote. Mais, encore plus important, l’équipe d’Innofibre dispose de l’expertise et de l’expérience nécessaires pour mener à bien des projets conformes à toutes les étapes de cette validation. Plusieurs projets ont été réalisés depuis la publication initiale de la norme, il y a maintenant vingt ans.
Pour en savoir davantage sur la norme et son application, contactez-nous.
La mission d'Innofibre
« Contribuer au positionnement technologique et au développement durable de l’industrie papetière et du bioraffinage au Québec, en soutenant l’innovation et la diversification des produits issus de la biomasse et en adaptant les technologies papetières. »

 Gaston Michaud,
Gaston Michaud,
Ingénieur de recherche, innofibre